
اطلاعات تکمیلی در رابطه با قالب های تزریق پلاستیک
- بازدید:3709
- کامنت:0
- سه شنبه, 15 مهر 1399
شکل سازه قالب های تزریق پلاستیک
قالب های تزریق پلاستیک ازنظر کلی به دونوع تقسیم می شوند:
1.قالب های تزریق پلاستیک با مسیر سرد
2. قالب های تزریق پلاستیک با مسیر گرم
شکل کلی قالب های تزریق پلاستیک از نظر ساختمان به دو دسته تقسیم می شوند :
1.قالب های تزریق پلاستیک در فرم دو صفحه
2.قالب های سه صفحه ای که تعداد صفحات قالب و خط جدایش آن ها بر اساس عواملی مانند تعداد حفره های قالب، شکل قطعه پلاستیکی، نوع ماشین تزریق، نوع مواد مصرفی و سیستم خروجی هوا و تعیین می شوند.
بخش های اصلی قالب تزریق پلاستیک
بخش نیمه ثابت یا ثابت قالب که در این بخش مواد گرم پلاستیکی تزریق میشود
بخش متحرک (نیمه محرک) که رد قسمت متحرک ماشین تزریق بسته می شوند و سیستم و مکانیزم بیرون اندازی قطعات اکثرا در آن قرار دارد.
قالب های دستگاه تزریق براساس تعداد حفره
قالب های تک حفره ای تزریق پلاستیک
قالب های چند حفره ای تزریق پلاستیک
قالب های تک حفره ای تزریق پلاستیک
قالب تزریق تک حفره ای ارزان و مقرون به صرفه بوده و دارای طراحی ساده و زمان ساخت کم می باشد. از این قالب ها برای تولید قطعات پلاستیکی محدود استفاده می گردد.
قالب های چند حفره ای تزریق پلاستیک
در مواردی که سایز قطعه کوچک باشد و همچنین تعداد فرآورده های تولیدی زیاد باشد از روش طراحی ساخت قالب های تزریق پلاستیک چند حفره ای استفاده می شود.
قالب های تزریق پلاستیک ترموست (باکالیت)
در این روش قالب در حالت سرد می باشد و مواد نیز سرد است و بعد از تغذیه مواد، قالب را تحت حرارت قرار می دهند و مواد شکل وفرم محفظه قالب را به خود می گیرد و سخت می شود. پلاستیک های ترموست یا دورپلاست ها تحت تاثیر فشار و حرارت 170 درجه سانتی گراد تولید می شوند. ابتدا نرم شده و به حالت پلاستیک درمی آیند ولی بعد از مدتی سخت می شوند و خصوصیت اصلی این مواد آن است که پس از سخت شدن مجداً قابل نرم شدن و استفاده مجدد نیستند و در هیچ نوع ماده حلالی قابل حل نمی باشند و پس از سخت شدن، تغییرات شیمیایی فهمی درآنها روی می دهد. گروه پلاستیک های ترموست یا باکالیت یا گرما سخت ها که این گروه بر اثر حرارت دیدن سخت می شوند و باعث تغییرات شیمیایی در این مواد می شوند که برآنها ترموست یا باکالیت می گویند.
انواع قالب های مواد ترموست (باکالیت)
در روش قالبگیری مواد ترموست، مواد درمحفظه قالب به مرور گرم و حرارت می بینند و بعد به داخل قالب گرم تغذیه می شوند و این مواد نرم شده شکل و فرم حفره و محفظه های قالب را ه بر اثر فشار قالب می گیرد و بر اثر تغییرات شیمیایی خنک و به بیرون قالب انداخته می شوند.
روش قالب گیری مواد ترموست
1. قالب گیری انتقالی: در این روش مواد از درون یک یا چند کانال، تحت فشار از میان محفظه بازدهی به داخل حفره قالب تزریق می شوند و قالب قبل از شروع کار جفت و بسته می شود.
2.قالب گیری تحت فشار:در روش قالب گیری تحت فشار پودر یا ساچمه ها یا قرص ها مواد در محفظه قالب ریخته می شود و با بسته شدن قالب، تحت فشار و حرارت فرم قطعه دلخواه را می گیرد.
3. قالب گیری تحت فشار پیستون:در روش قالب گیری تحت فشار پیستون مواد ترموست تحت فشار پیستون که شکل رویه قطعه کار را می سازد به درون محفظه و حفره قالب وارد می شود و تحت فشار وحرارت فرم لازم را می گیرد.
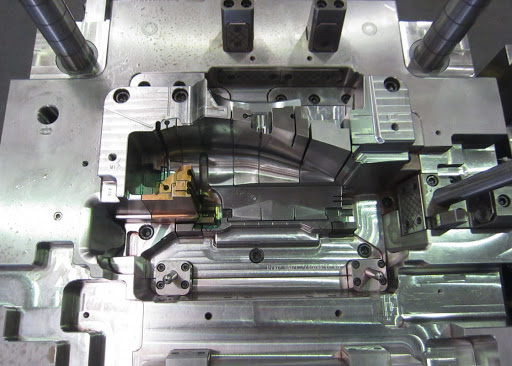
آناتومی یک قالب تزریق پلاستیک
ساده ترین قالب تزریق پلاستیک، قالب Straight-pull است.
اجزاء قالب تزریق پلاستیک Straight-pull
1. قسمت Cavity یا حفره
2. قسمت Core یا هسته
این قالب ها پر استفاده ترین قالب ها در تزریق پلاستیک هستند. طراحی و ساخت آنها آسان است که کل هزینه را به نسبت پایین می آورد.

محدودیت های قالب تزریق پلاستیک Straight-pull
1. قطعه حتما باید روی هر طرف هندسه دوبعدی داشته و بیرون زدگی نداشته باشد.
2. اگر هندسه های پیچیده تری مدنظر است، لازم است از قالب هایی با هسته Side-Action یا دیگر اینسرت ها استفاده شود.
هسته های Side-Action المان های متحرکی هستند که از بالا یا پایین وارد قالب شده و ساخت قسمت های بیرون زده را امکان پذیر می کنند.
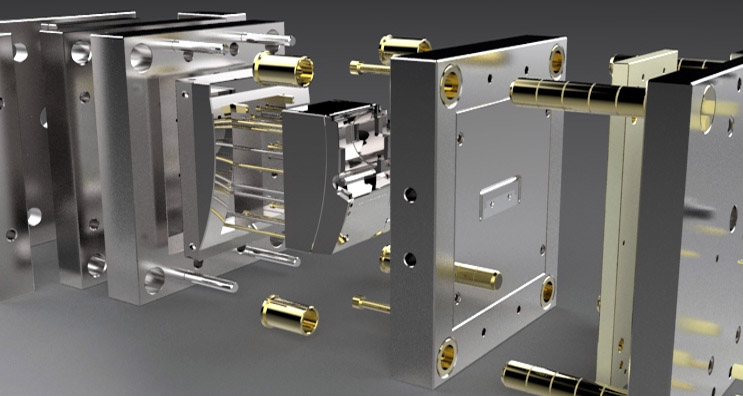
دو قسمت یک قالب: ساید A و ساید B
قطعات تزریق پلاستیک دو طرف دارند: ساید A که مقابل حفره است (نیمه جلویی قالب) و ساید B که مقابل هسته(نیمه پشتی قالب) است.
تفاوت دو قسمت قالب ساید A و ساید B
1. قسمت A معمولا ویژگی های ظاهری بهتری داشته و قسمت Cosmetic نامیده می شود. سطوح قسمت A نرم بوده و بافتی متناسب با طراحی شما خواهند داشت.
2. قسمت B معمولا شامل المان های سازی ای و پنهان قطعه (مثل ستون ها و) می شود. به همین دلیل به این قسمت سایدِ کاربردی یا Functional می گویند. سایدِ B معمولا سطوح خشن تری دارد و جای پین های انژکتور روی آن دیده می شود.
ورق استیل 304 + قالب های تزریق پلاستیک
ورق استیل 304 یکی از محبوب ترین فولادهای ضد زنگ در جهان است که به دلیل مقاومت بالای خود در برابر خوردگی، استحکام و شکل پذیری خوب، برای کاربردهای مختلفی از جمله ساخت قالب های تزریق پلاستیک استفاده می شود.
مزایای ورق استیل 304 برای قالب های تزریق پلاستیک
- مقاومت در برابر خوردگی: ورق استیل 304 به دلیل وجود کروم در ترکیب خود، در برابر خوردگی و زنگ زدگی ناشی از مواد شیمیایی، آب و هوا مقاوم است. این ویژگی باعث می شود که این ورق برای ساخت قالب های تزریق پلاستیکی که در معرض مواد شیمیایی، آب یا نور خورشید قرار می گیرند، مناسب باشد.
- استحکام: ورق استیل 304 دارای استحکام و سختی بالایی است که آن را برای ساخت قالب های تزریق پلاستیکی که تحت فشار و تنش زیاد قرار می گیرند، مناسب می کند.
- شکل پذیری: ورق استیل 304 به راحتی قابل ماشینکاری و شکل دهی است که آن را برای ساخت قالب های تزریق پلاستیکی با اشکال و پیچیدگی های خاص مناسب می کند.
کاربردهای ورق استیل 304 در قالب های تزریق پلاستیک
ورق استیل 304 برای ساخت قالب های تزریق پلاستیکی در طیف گسترده ای از کاربردها استفاده می شود، از جمله:
- قالب های تزریق قطعات پلاستیکی بهداشتی: ورق استیل 304 به دلیل مقاومت بالای خود در برابر خوردگی و زنگ زدگی، برای ساخت قالب های تزریق قطعات پلاستیکی بهداشتی مانند ظروف غذاخوری، ظروف پزشکی و تجهیزات آزمایشگاهی مناسب است.
- قالب های تزریق قطعات پلاستیکی در معرض نور خورشید: ورق استیل 304 به دلیل مقاومت بالای خود در برابر خوردگی و زنگ زدگی ناشی از نور خورشید، برای ساخت قالب های تزریق قطعات پلاستیکی در معرض نور خورشید مانند مبلمان فضای باز و قطعات خودرو مناسب است.
- قالب های تزریق قطعات پلاستیکی با عمر طولانی: ورق استیل 304 به دلیل مقاومت بالای خود در برابر خوردگی و زنگ زدگی، برای ساخت قالب های تزریق قطعات پلاستیکی با عمر طولانی مانند قطعات صنعتی مناسب است.
نمونه هایی از قطعات پلاستیکی ساخته شده با استفاده از قالب های ورق استیل 304
در اینجا به چند نمونه از قطعات پلاستیکی ساخته شده با استفاده از قالب های ورق استیل 304 اشاره می کنیم:
- ظروف آشپزخانه و غذاخوری: بشقاب، کاسه، لیوان، قاشق، چنگال و غیره
- تجهیزات پزشکی و آزمایشگاهی: سرنگ، شیشه آزمایشگاهی، تجهیزات جراحی و غیره
- مبلمان فضای باز: میز، صندلی، تخت و غیره
- قطعات خودرو: سپر، چراغ، روکش صندلی و غیره
- قطعات صنعتی: قطعات ماشین آلات، قطعات الکتریکی و غیره
با توجه به مزایای متعدد ورق استیل 304، این ورق یکی از بهترین گزینه ها برای ساخت قالب های تزریق پلاستیک است. این ورق برای کاربردهای مختلفی از جمله قالب های تزریق قطعات پلاستیکی بهداشتی، قطعات پلاستیکی در معرض نور خورشید و قطعات پلاستیکی با عمر طولانی مناسب است.
آخرین مطالب
ماشینکاری استیل 321: چالشها و راهکارها
سه شنبه, 15 مهر 1399
شکلدهی استیل 321 در دمای بالا (کارگرم): ملاحظات و محدودیتها
سه شنبه, 15 مهر 1399
آنیل استنلس استیل 321 کردن (Annealing): دما، زمان و کنترل خنککاری
سه شنبه, 15 مهر 1399
ترکیب شیمیایی استیل 321: نقش کلیدی هر عنصر در عملکرد آن
سه شنبه, 15 مهر 1399
فرآیندهای عملیات حرارتی بر روی استنلس استیل نسوز برای دستیابی به خواص مطلوب
سه شنبه, 15 مهر 1399
مقایسه ۳ گرید پرکاربرد استنلس استیل نسوز (۳۰۴، ۳۱۶، ۳۲۱)
سه شنبه, 15 مهر 1399
بررسی فرآیندهای تولید و ماشینکاری استنلس استیل های نسوز (برش، جوشکاری، خمکاری)
سه شنبه, 15 مهر 1399
آیا استنلس استیل نسوز واقعاً نسوز است؟ بررسی علمی یک نامگذاری
سه شنبه, 15 مهر 1399
بررسی پایداری رنگ و مقاومت به خوردگی اتمسفری در ورقهای سری 304، 201 و 430
سه شنبه, 15 مهر 1399
استیل ۳۰۴ در معماری: تحلیل معایب پنهان در نمای ساختمانهای مناطق مرطوب و ساحلی
سه شنبه, 15 مهر 1399
تحلیل مقاومت ورق استیل ۳۱۶ در برابر تنش های حرارتی و کاربرد آن در مبدل های حرارتی
سه شنبه, 15 مهر 1399
جوشکاری ورق استیل ۳۱۶: روش ها، عیوب و راهکارهای پیشگیری
سه شنبه, 15 مهر 1399
بهبود خواص سایشی فولاد ۳۱۶ با اعتبار سطحی لیزری با کاربید تنگستن
سه شنبه, 15 مهر 1399
ارسال نظر