
روش های متداول جوشکاری ورق استیل ۳۱۶
- بازدید:154
- کامنت:0
- سه شنبه, 01 مهر 1404
مقدمه
جوشکاری ورق استیل ۳۱۶ به عنوان یکی از پر کاربرد ترین فولادهای زنگ نزن آستنیتی، به دلیل حساسیت این آلیاژ به تغییرات متالورژیکی، نیازمند توجه به جزئیات فرآیند جوشکاری است. حفظ خواص ضد خوردگی و مکانیکی این آلیاژ پس از جوشکاری، مستلزم انتخاب روش مناسب، کنترل دقیق پارامترها و به کارگیری راهکارهای پیشگیرانه است. این مقاله به بررسی جامع روشهای جوشکاری، عیوب متداول و راهکارهای پیشگیری در جوشکاری ورق استینلس استیل ۳۱۶ می پردازد.
مقدمه ای بر متالورژی جوش استیل ۳۱۶
استیل ۳۱۶ با ترکیب شیمیایی شامل ۱۶-۱۸% کروم، ۱۰-۱۴% نیکل و ۲-۳% مولیبدن، دارای ساختار آستنیتی پایدار در دماهای محیطی است. با این حال، هنگام جوشکاری و قرارگیری در محدوده دمایی ۴۵۰-۸۵۰ درجه سانتی گراد، این آلیاژ مستعد تشکیل رسوبات کاربیدی و فازهای بین فلزی میشود که میتواند به طور قابل توجهی بر خواص مکانیکی و مقاومت به خوردگی آن تأثیر منفی بگذارد.
روش های متداول جوشکاری ورق استیل ۳۱۶
۱. جوشکاری قوسی با گاز محافظ (GTAW/TIG)
این روش به عنوان مناسب ترین تکنیک برای جوشکاری استیل ۳۱۶ محسوب میشود، به ویژه در کاربردهای با کیفیت بالا و ضخامت های کم.
مزایا:
کنترل دقیق حرارت ورودی
کیفیت عالی جوش
حداقل پاشش و دود
مناسب برای ریشه جوش
پارامترهای کلیدی:
گاز محافظ: آرگون خالص یا مخلوط آرگون-هلیوم
آمپرژ: ۸۰-۱۵۰ آمپر برای ضخامت های معمول
سرعت جوشکاری: متوسط تا بالا برای کاهش حرارت ورودی
۲. جوشکاری قوسی با الکترود تنگستنی و گاز محافظ (GMAW/MIG)
این روش برای ضخامت های بیشتر و کاربرد های تولید انبوه مناسب است.
مزایا:
سرعت بالاتر نسبت به TIG
مناسب برای جوشکاری طولانی
بهره وری بیشتر در تولید انبوه
ملاحظات:
استفاده از سیم جوش ۳۱۶L برای کاهش تشکیل کاربید
کنترل دقیق حرارت ورودی

۳. جوشکاری با الکترود دستی (SMAW)
این روش برای کارهای تعمیراتی و مواقعی که دسترسی به تجهیزات پیشرفته محدود است، کاربرد دارد.
ملاحظات خاص:
استفاده از الکترودهای کم هیدروژن
پیش گرمایش محدود در ضخامت های بالا
کنترل دقیق دمای بین پاس ها
عیوب متداول در جوشکاری استیل ۳۱۶ و راهکارهای پیشگیری
۱. خوردگی بین دانه ای
این عیب به دلیل رسوب کاربید کروم در مرز دانهها در محدوده دمایی بحرانی (۴۵۰-۸۵۰°C) رخ میدهد.
راهکارهای پیشگیری:
استفاده از گرید کمکربن (۳۱۶L) با حداکثر ۰.۰۳% کربن
به کارگیری سیم جوش با کربن بسیار پایین
کاهش زمان در محدوده دمایی بحرانی
انجام عملیات حرارتی انحلال سازی (Solution Annealing) در ۱۰۵۰-۱۱۰۰°C به دنبال کوئنچ سریع
۲. ترک گرم
این عیب معمولاً به دلیل وجود ناخالصی ها و تنشهای حرارتی در منطقه جوش ایجاد میشود.
راهکارهای کنترل:
کنترل ترکیب شیمیایی فلز پایه و سیم جوش
کاهش ورودی حرارتی
استفاده از سیم جوش با محتوای فریت کنترلشده (۵-۱۰%)
طراحی مناسب اتصال برای کاهش تمرکز تنش
۳. تخلخل
وجود تخلخل در جوش معمولاً ناشی از آلودگی سطح، رطوبت یا محافظت ناکافی گاز است.
پیشگیری:
تمیزکاری کامل سطح قبل از جوشکاری (حذف روغن، گریس و آلودگی)
استفاده از گاز محافظ با خلوص بالا
کنترل سرعت جریان گاز محافظ
اجتناب از پیش گرمایش بیش از حد
۴. کاهش مقاومت به خوردگی
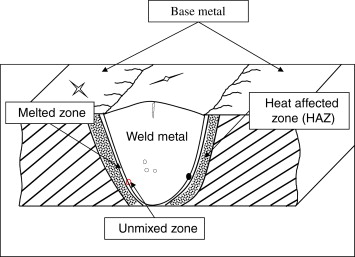
این مشکل معمولاً به دلیل تغییرات متالورژیکی در منطقه متأثر از حرارت (HAZ) رخ میدهد.
راهکارهای بهبود:
استفاده از سیم جوش اورآلیاژ (Over alloyed) مانند ۳۱۶L
کنترل دقیق حرارت ورودی
انجام عملیات پاس نهایی با گاز محافظ در سطح پشت جوش
استفاده از خنک کاری سریع پس از جوشکاری
مراحل اجرای جوشکاری با کیفیت
۱. آماده سازی سطح
تمیزکاری مکانیکی با برس استنلس استیل
حذف کلیه آلودگیها با حلالهای مناسب
پرهیز از استفاده از ابزارهای کربن استیل برای جلوگیری از آلودگی
۲. انتخاب مواد مصرفی
استفاده از سیم جوش ۳۱۶L یا ۳۱۷L برای بهبود مقاومت به خوردگی
انتخاب قطر مناسب سیم جوش بر اساس ضخامت ورق
نگهداری مناسب مواد مصرفی در محیط خشک
۳. کنترل پارامترهای جوشکاری
تنظیم دقیق آمپرژ و ولتاژ
کنترل سرعت جوشکاری
تنظیم مناسب جریان گاز محافظ (۱۰-۱۵ لیتر بر دقیقه)
۴. کنترل حرارت ورودی
استفاده از تکنیک جوشکاری با حرارت کم
مدیریت دمای بین پاسها (حداکثر ۱۵۰°C)
استفاده از خنک کاری بین پاس ها در صورت نیاز
۵. عملیات پس از جوشکاری
تمیزکاری نهایی:
حذف اکسیدهای رنگی با روشهای مکانیکی یا شیمیایی
استفاده از پاسسیواسیون برای بازیابی لایه محافظ
بازرسی ظاهری و تستهای غیر مخرب
نتیجه گیری
جوشکاری موفق ورق استیل ۳۱۶ مستلزم درک عمیق از متالورژی این آلیاژ و توجه دقیق به کلیه مراحل فرآیند است. انتخاب روش جوشکاری مناسب، کنترل دقیق پارامترها، استفاده از مواد مصرفی با کیفیت و اجرای راهکارهای پیشگیرانه، کلید دستیابی به اتصالاتی با کیفیت و بادوام است. با رعایت اصول صحیح جوشکاری، میتوان از بروز عیوب متداول جلوگیری کرده و خواص مکانیکی و مقاومت به خوردگی این آلیاژ ارزشمند را در منطقه جوش حفظ نمود. آموزش اپراتورها و اجرای دقیق پروتکل های کنترل کیفیت، نقش تعیینکننده ای در موفقیت پروژه های جوشکاری با ورق استیل ۳۱۶ ایفا میکند.
آخرین مطالب

استنلس استیل در صنعت نظامی؛ از لوله سلاح تا قطعات هوافضا
سه شنبه, 01 مهر 1404
هزینههای پنهان فولاد کربنی: وقتی قیمت پایین، گران تمام میشود
سه شنبه, 01 مهر 1404
ورق استیل آستنیتی (Austenitic Stainless Steel): خواص، کاربردها و دلایل محبوبیت
سه شنبه, 01 مهر 1404
هزینه بالاتر استیل 321 نسبت به گرید ۳۰۴ به دلیل افزودن تیتانیوم
سه شنبه, 01 مهر 1404
ماشینکاری استیل 321: چالشها و راهکارها
سه شنبه, 01 مهر 1404
شکلدهی استیل 321 در دمای بالا (کارگرم): ملاحظات و محدودیتها
سه شنبه, 01 مهر 1404
آنیل استنلس استیل 321 کردن (Annealing): دما، زمان و کنترل خنککاری
سه شنبه, 01 مهر 1404
ترکیب شیمیایی استیل 321: نقش کلیدی هر عنصر در عملکرد آن
سه شنبه, 01 مهر 1404
فرآیندهای عملیات حرارتی بر روی استنلس استیل نسوز برای دستیابی به خواص مطلوب
سه شنبه, 01 مهر 1404
مقایسه ۳ گرید پرکاربرد استنلس استیل نسوز (۳۰۴، ۳۱۶، ۳۲۱)
سه شنبه, 01 مهر 1404
بررسی فرآیندهای تولید و ماشینکاری استنلس استیل های نسوز (برش، جوشکاری، خمکاری)
سه شنبه, 01 مهر 1404
آیا استنلس استیل نسوز واقعاً نسوز است؟ بررسی علمی یک نامگذاری
سه شنبه, 01 مهر 1404
بررسی پایداری رنگ و مقاومت به خوردگی اتمسفری در ورقهای سری 304، 201 و 430
سه شنبه, 01 مهر 1404
ارسال نظر